




Flow chart: De-coiler — Feeding and leveling —-pre-punching—-pre-cutting—–Main roll forming —-post cutting—Product support frame

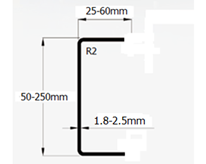
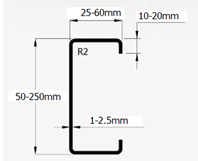
Product size
| Machine Specifications | |
| Weight | About 6500KGS |
| Size | About 8m x 1.4m x 1.7m (length x width x height) |
| Color | Main color: blue |
| Warning color: yellow | |
| Suitable Raw Material | |
| Material | Cold rolled coil, hot rolled coil, galvanized coil |
| Thickness | 1.0-2.5mm |
| Coil width | According to products size |
| Yield strength | 235Mpa |
| Main Technical Parameters | |
| Quantity of forming rollers stations | 15stations |
| Diameter of forming rollers shafts | 70-75mm |
| Roll Forming Speed | 25m/min |
| Production Speed | 12-18m/min(depends on quantity of punching) |
| Forming rollers material | CR12 mould steel, with quenched treatment |
| Cutter material | CR12 mould steel, with quenched treatment |
| Controlling system | PLC and Converter |
| Electric power requirement | Main motor power: 15kw |
| Hydraulic unit motor power: 7.5kw | |
| Electric voltage | According to customers requirement |
Main Components:
- Mechanical De-coiler
De-coiler Type: by manual
Weight capacity: 4T
- Feeding and Leveling Device: It used for making the material flat before feeding into the roll forming machine.
- Pre-punching device
Punching type: by hydraulic
Punching quantity: total 2 sets cylinders3holes. (customizable)
- Pre-shearing
It used to cut raw materials before roll forming.
5.Main roll former
Driven type: By chains
Speed of forming: 0-23m/min
Working Speed: 12-18m/min
Roller: About 15 groups rollers
Roller Material is Cr12 mould steel;
Shaft: Shafts of rollers are tooled by grinding machine for two times to ensure the precision of final product. Material of main shaft is 40Cr.
Changing sizes: Full-automatic (change sizes automatically by PLC control, pressing button is compatible)
- Hydraulic Post- cutting
No need to replace the cutting blades when purlin sizes are changed.

- Product support frame
- PLC Control System

Automatic C/Z Purlin Roll Forming…
Flow chart: De-coiler – Leveling device — roll forming parts—Post punching device—Hydraulic cutting –…
SEE MORE
Full Automatic C/Z Purlin Roll…
Features of C/Z purlin machine: Flow chart: De-coiler – Leveling device — pre- punching…
SEE MORE
Automatic C/Z Purlin Machine NL300
Flow chart: De-coiler — De-coiler – Feeding and Leveling device – Pre-punching & cutting…
SEE MORE