
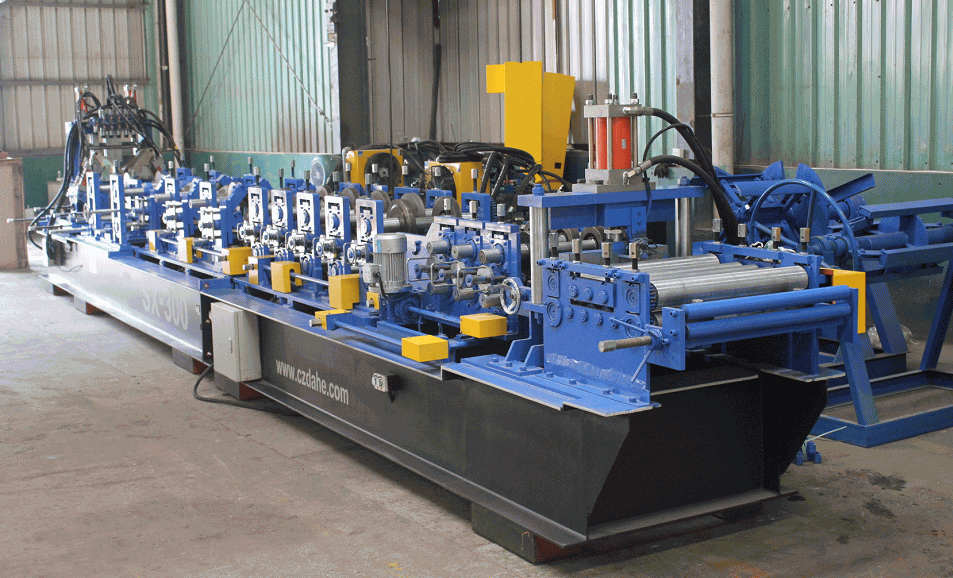





Flow chart: De-coiler – Feeding and Leveling device —Roll Forming System- Post-punching system– Post Cutting – Hydraulic station – PLC – Cutting Product Support

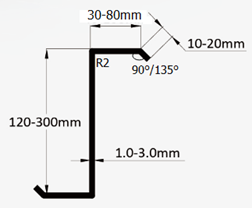
Product Spec
| Machine Specifications | |
| Weight | About 9500 kgs |
| Size | About 11.5m x1.65m x 1.7m
(length x width x height) |
| Color | Main color: blue |
| Warning color: yellow | |
| Suitable Raw Material | |
| Material | cold rolled coil , hot rolled coil, galvanized coil |
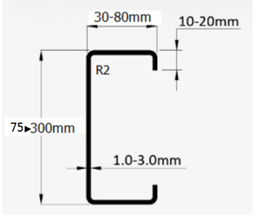
| Thickness | 1.0-3.0mm |
| Coil width | According to products size |
| Yield strength | Q195,Q235 |
| Main Technical Parameters | |
| Quantity of forming rollers stations | 18 Stations |
| Diameter of rollers | Φ260MM |
| Diameter of shafts | φ88/φ70mm |
| Roll Forming Speed | 0-25m/min |
| Production Speed | 12-18m/min(depends on quantity of punching) |
| Forming rollers material | CR12 mould steel, with quenched treatment HRC58-60 |
| Cutter material | CR12 mould steel, with quenched treatment |
| Controlling system | PLC and Converter |
| Electric power requirement | Main motor power: 18.5KW |
| Hydraulic unit motor power: 7.5KW | |
| Electric voltage | According to customers requirement |
Main Components:
1. Mechnical De–coiler
Weight capacity: 6.0T
2. Feeding and Leveling Device
Material: GCr15, It used for making the material flat before feeding into the roll forming machine.
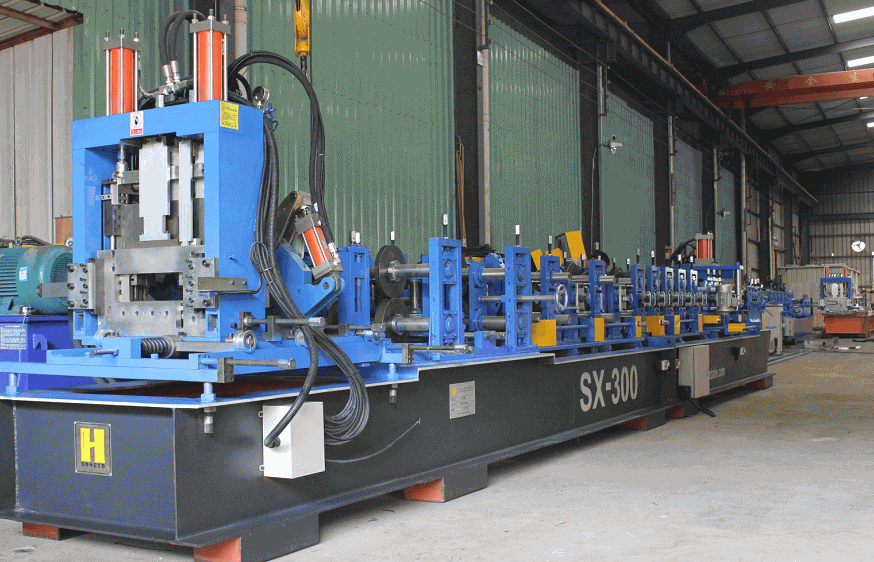
3. Rolling Forming System
Main motor type: 3 phase asynchronous motor
Driving Type: Chain
Roller: about 19 groups rollers. Main rollers of this line are made by Cr12 mould steel material, all treated by full CNC precision machines
Shaft: Shafts of rollers are tooled by grinding machine for two times to ensure the precision of final product.
Material of main shaft: NO.45 steel
Quick Change from C to Z
Purlin size changing by automatic
4. Post Punching System
Punch on roll formed product. PLC control punch quantity and horizontal position; vertical position adjust by manual. Punching sizes can be changed;
5. Post-cutting system
Cutting type: Hydraulic cutting
Blade cutter material: Cr12
For C and Z profile cutting
6. Product Support Frame
7. PLC Control System

Automatic C/Z Purlin Roll Forming…
Flow chart: De-coiler – Leveling device — roll forming parts—Post punching device—Hydraulic cutting –…
SEE MORE
Full Automatic C/Z Purlin Roll…
Features of C/Z purlin machine: Flow chart: De-coiler – Leveling device — pre- punching…
SEE MORE
Automatic C/Z Purlin Machine NL300
Flow chart: De-coiler — De-coiler – Feeding and Leveling device – Pre-punching & cutting…
SEE MORE